
高さのある3Dプリントが途中で倒れたり、根元が剥がれたりする原因は、反りや定着不足、Z方向の揺れ、ノズル衝突など複数あります。
本記事では、細くて安定しにくいモデルが失敗する仕組みを整理し、Brim(ブリム)を活用した安定化対策を中心に解説します。Brimの有無による違いや、Bambu Studioでの具体的な設定方法(Brim幅)を分かりやすく紹介し、さらにファン速度やノズル高さ、温度設定などBrim以外の対策も理解することが出来ます。
高さのあるモデルでも安定して造形するための実践的な考え方と設定が身につきます。
本記事は、Bambu Lab A1 mini を使用し、
フィラメントは PLA Matte、スライサーは Bambu Studio を前提に解説しています。
高さのある3Dプリントが倒れる4つの原因
高さのある3Dプリントが途中で倒れる原因は、単純に「設定が悪い」だけではありません。
実際には、反り・定着不足・Z方向の揺れ・ノズル衝突といった複数の要因が絡み合って起きています。
まずはどのパターンに当てはまるのかを知ることで、無駄な設定変更をせず、最短で改善できます。
以下では、高さのあるモデルで特に起こりやすい4つの原因を順番に見ていきます。
反りによって土台が不安定になる
プリント開始直後は問題なく見えても、造形が進むにつれてモデルの底面が少しずつ反り、
その結果、接地面が浮いて重心が崩れ、途中で倒れるケースがあります。
特に起きやすい条件は以下です。
- ベッド温度が低い
- 冷却ファンが早い段階で強く回っている
- 接地面積が小さい細長いモデル
反りは「最初に少し浮くだけ」でも、高さが出るほど影響が大きくなります。
定着不足で根元から剥がれる
高さのあるモデルは、根元にすべての力が集中します。
そのため、最初の1層がしっかり定着していないと、途中で剥がれて倒れることがあります。
よくある原因は次の通りです。
- 接地面が細すぎる
- 初層の押し付けが弱い
- プレートの汚れや油分

見た目では貼り付いているように見えても、
実際には「耐えられるほどの接着力が足りていない」状態のことも多いです。
Z方向の揺れで徐々にバランスを崩す
高さが出るほど、モデルはわずかな揺れの影響を受けやすくなります。
印刷中の振動が積み重なることで、少しずつ傾き、最終的に倒れることがあります。
特に起こりやすいのは、
- 細くて背の高いモデル
- 印刷速度が速い
- 急な方向転換が多い形状
この場合、最初は安定していても、
「後半になって突然倒れる」という失敗につながります。

ノズル衝突で弾き飛ばされる
造形が高くなると、ノズルがモデルの端やわずかな反りに接触し、
物理的に押されて倒れることがあります。
よくある状況は、
- 糸引きや表面の盛り上がりにノズルが当たる
- Z hopが無効、または高さが足りない
- モデルがすでに少し傾いている

このタイプの失敗は、
「急にガッと動いて倒れる」「モデルが暴れる」ように見えるのが特徴です。
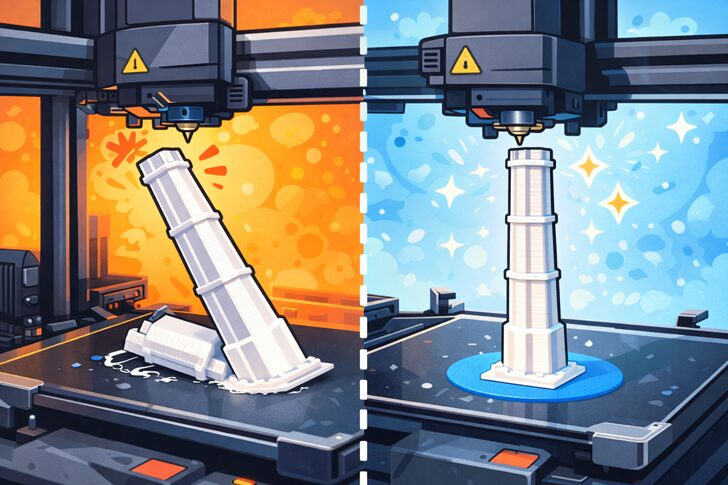
Brim(ブリム)を使うことで倒れる原因はどう改善されるのか
高さのある3Dプリントで起きる「倒れる・剥がれる」といったトラブルは、
Brimを追加するだけで一気に改善するケースが非常に多いです。
Brimは、モデルの外周に薄いラインを広げて印刷することで、
接地面積を人工的に増やし、土台を安定させる役割があります。

ここでは、先ほど紹介した4つの原因が、Brimによってどのように改善されるのかを見ていきます。
反りによる不安定さを抑えられる
Brimを使うと、モデルの周囲に広い面積でラインが追加されるため、
底面の一部が反っても全体が浮きにくくなります。
通常は角や端から反りが始まりますが、
Brimがあることで反りの力が分散され、
結果として重心が崩れにくく、倒れにくい状態を保てます。
定着不足を接地面積で補える
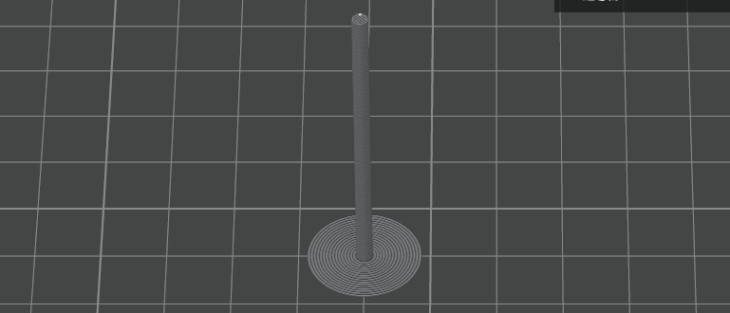
細くて高さのあるモデルは、
どうしても「根元の接着力不足」が起きやすくなります。
Brimを追加すると、
- 初層の接地面積が増える
- ベッドへの密着力が大きくなる
- 根元が剥がれにくくなる
といった効果が得られ、
途中で剥がれて倒れる失敗を大幅に減らせます。
Z方向の揺れに強くなる
Brimによって土台がしっかり固定されると、
印刷中の振動があってもモデル全体が揺れにくくなります。
特に、
- 背が高い
- 細い
- 印刷時間が長い
といったモデルでは、
Brimがあるかないかで安定感がまったく変わることも珍しくありません。
ノズル衝突時でも倒れにくくなる
ノズルがモデルに軽く触れた場合でも、
Brimによって根元がしっかり固定されていれば、
その場で倒れるリスクを大きく下げることができます。

完全に衝突を防ぐものではありませんが、
「少し当たっただけで弾き飛ばされる」ような失敗は起きにくくなります。
Brimは「細くて高いモデル」の保険
Brimは万能ではありませんが、
細くて高さのあるモデルにとっては最も手軽で効果の高い対策です。
- 設定が簡単
- 失敗率が下がる
- 材料の増加もわずか
という点から、
「少しでも不安を感じたらBrimを使う」くらいの感覚でも問題ありません。
高さのある造形や底面が小さい形状では、接地面積が不足して倒れてしまうことがあります。
その対策として有効なのが Brim(ブリム) ですが、すべての形状で使うべきとは限りません。
Brimを使うべき形状・使わなくていい形状の判断基準や、Bambu Studioでの設定方法は、こちらの記事で詳しく解説しています。

Bambu StudioでのBrim設定方法(Brim幅)
Brimは有効にするだけでも効果がありますが、
また、Brim幅を適切に設定することで、安定感はさらに向上します。
ここでは、Bambu Studioでの基本的な設定場所と、実用的な数値の目安を解説します。
Brimの設定場所
Bambu Studioでは、Brimは以下の場所で設定できます。
- Bambu Studioの準備にあるプロセス(全般)
- 「その他」 を選択
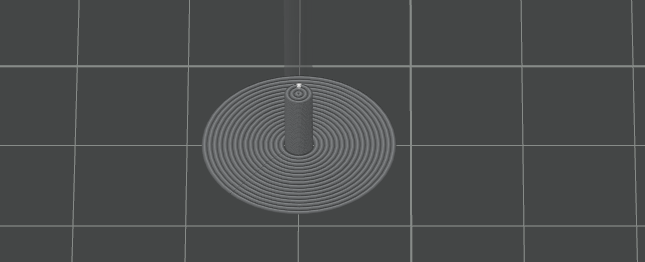
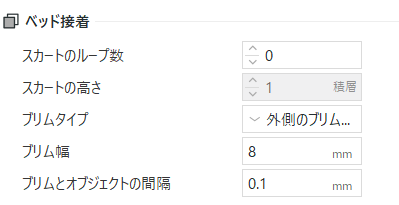
- ベッド接着の 「ブリムタイプ」 を選択

私が印刷したような、細長い円柱を印刷する場合は、「外側のブリムのみ」 を選択します。
この設定だけで、モデルの外周にBrimが追加されます。
Brim幅とは?どう影響する?
Brim幅は、モデルの外側にどれくらいの幅でBrimを広げるかを示す数値です。
数値を大きくするほど、接地面積が増え、安定性が高まります。
目安となる設定値
- 5mm:小型モデル・軽いモデル
- 8mm:細くて高いモデル(おすすめ)
- 10mm以上:特に倒れやすい形状や長時間印刷
細長いモデルの場合、
最低でも8mm程度を目安にすると失敗しにくくなります。
Brimを使うときの注意点
Brimは安定性を高める一方で、
印刷後に取り外す手間が増える点には注意が必要です。
- Brim幅を広げすぎると後処理が少し大変
- 細かいパーツ周辺では剥がしにくい場合がある
ただし、
「印刷が失敗するリスク」と比べると、
Brimの後処理は十分に許容できる手間と言えます。
Brimを使っても倒れる場合に確認したいその他の対策
Brimを設定しても高さのある3Dプリントが倒れる場合、
原因は冷却・ノズル挙動・温度・定着補助といった別の要素にあることが多いです。
ここでは、失敗しやすいポイントを順番に確認していきます。
冷却ファン速度を下げる
冷却ファンが強すぎると、
造形物が急激に冷えて反りや剥がれの原因になります。
Bambu Studioの冷却ファンの設定は、プロジェクトフィラメント内にある、印刷で使用するフィラメントの右にある「・・・」をクリックし編集を選択します。
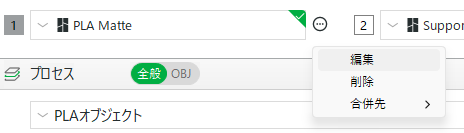
フィラメント設定内の冷却タブを選択します。

調整の目安
- 冷却しない最初層数:1 から 3〜5層に変更
- ファン最低回転数:60から30〜40% に下げる
特に高さのあるモデルでは、
下部が冷えすぎることで反りが進行し、
後半になってから倒れるケースがよくあります。

ノズル高さ(初層の押し付け)を見直す
初層でノズルが高すぎると、
フィラメントが十分に押し付けられず、
見た目は貼り付いていても定着力が弱い状態になります。
確認ポイント
- 初層の線が丸くなりすぎていないか
- 線同士に隙間がないか
少し潰れる程度の初層が、
高さのあるモデルでは特に重要です。
ベッド温度・ノズル温度を見直す
温度設定が合っていないと、
定着不足や反りが起きやすくなります。
PLAの目安
- ノズル温度:200〜215℃
- ベッド温度:55〜60℃
特にベッド温度が低すぎると、
印刷後半で剥がれやすくなるため注意が必要です。
ビルドプレート専用の液体接着剤を使う
どうしても定着しない場合は、
ビルドプレート専用の液体接着剤を使うのも有効です。

市販されている接着剤は、
- 塗りやすい
- 均一に広がる
- 印刷後に剥がしやすい
といった特徴があり、
Brimと併用することで定着力を大幅に向上させることができます。
特に、
- 接地面が極端に小さい
- 長時間印刷
- 夏場・冬場で環境が安定しない
といった条件では、
「保険」として使う価値のある対策です。
すべて組み合わせることで安定する
高さのある3Dプリントでは、
1つの対策だけで完璧に安定するとは限りません。
- Brimで接地面積を増やす
- ファン・温度で反りを抑える
- 必要に応じて接着剤を使う
これらを組み合わせることで、
倒れやすいモデルでも安定して造形できる確率が大きく上がります。
まとめ|高さのある3Dプリントを安定させるために
高さのある3Dプリントが倒れてしまう原因は、反りや定着不足、揺れ、ノズルの接触など、複数の要素が重なって起きることがほとんどです。
そのため、1つの設定だけを変更しても、うまく改善しないケースも少なくありません。
特に、細くて背の高いモデルでは、Brimを使って接地面積を増やすことが最も効果的な対策になります。Brim幅やライン数を適切に設定することで、反りや剥がれを抑え、造形中の安定感を大きく高めることができます。
それでも不安定な場合は、冷却ファン速度や温度設定を見直したり、ビルドプレート専用の液体接着剤を併用することで、失敗のリスクをさらに下げることが可能です。
「高さがあるから仕方ない」と諦める前に、今回紹介したポイントを順番に確認してみてください。
設定と対策を少し工夫するだけで、高さのある3Dプリントでも安定して造形できるようになります。





